3D打印小批量生产厂家
全国统一服务热线:
400 8258 328
东莞长安3d打印手板模型,3d打印小批量生产技术:手板硅胶
手板硅胶,是双组份的室温固化硅胶,用于制作手板模型设计,PVC塑胶模,水泥制品模具,熔点合金模,合金玩具工艺,塑胶玩具工艺品,礼品文具,大型雕像,文物复制,鞋底模具制造,移印定位,电子设备抗震等。
手板硅胶特点:
1、粘度低,流动性好,好操作。
2、缩水率小,不变形,缩率在千分之二。收缩率大的话,生产出的产品会变小,其他液体变成固体后会变形
3、耐高温
备注:其实硅胶要求翻模的次数是越多越好,但是手板模型设计,只需要三到五个产品打样给客户就可以了,所以翻模次数无要求。
手板硅胶的制作工艺:
开模具方式有包模、刷模(分片模、立体模、平面模)、灌注模,这是根据产品的大小来决定的。
一、包模:先在模种上包一层厚度为3~5mm的泥土,做石膏外套,除去泥土渍脱模种,把搅拌好的硅胶和固化剂倒入套有模种的石膏外套,固化成型。
二、刷模:一般刷三层式根据模具要求多层,第一层刷在模种上抽真空,刷到位。第二层贴纱布。第三层盖面固化成型。
三、灌注模:把搅拌均匀的硅胶和固化剂倒入围好模种的容器中,抽真空固化成型。有的不能直接取出模种的还须开刀脱模,以便生产顺利。
手板硅胶操作方法:
1.首先你要把原始模型或者要复制的产品处理好。因为你复制的产品或模型没有经过打磨或抛光,实际上模型或产品本身不够光滑或完美,它们是流动的液体,A组份是硅胶,B组份是固化剂,你用硅胶做的模具不够好,实际灌出来的产品也不够光滑。
2.抽真空处理,按一定量的比例,把硅胶与固化剂搅拌均匀后,进行抽真空处理抽空的时间不要太长。因为硅胶与固化剂搅拌的时间会产生气泡,不做抽真空处理,把气泡抽出来的话,做出的硅胶模具会有很多气孔,直接影响产品的质量。
3.把抽空好的硅胶倒入模框里。
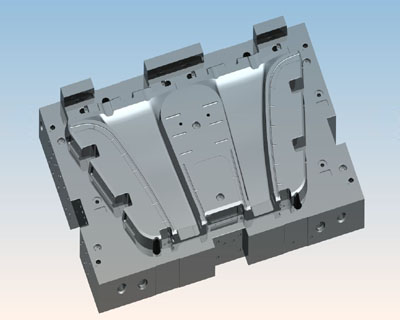
我们常常会被客人问到什么是复模,复模的流程是什么?我们先从字面上来理解复模究竟是什么?从字面上来看,复就是复制的,模是模具的模,那从字面上来理解,就是从一个模具复制出产品的意思。那复模的流程又是什么?他跟3D打印有什么关系?首先是需要用3D打印做一个原型件,即是母模出来,然后通过复模的工艺复制出一套模具,后通过这个模具复制这个产品。
东莞长安3d打印手板模型,复模的优势是什么?
复模通常是比如说您的产品稍微大一些,比如说60mm×60mm×60mm或者100mm×100mm×100mm或者更大的情况下,那如果您直接用3D打印来打,比如说你要做50件甚至100件的情况下,可能这个费用会比较贵一些,那么用复模来做的话,在成本上可能会稍微便宜点,实惠一些。推荐阅读:国产3D打印机产业化前景浅析,路在何方?
那首先复模要解决的问题是,如果没有原型件,也就是上图的母模,复模这个工艺是没有办法完成的,因为复模是要复制一个产品出来,所以必须解决一个源头件的问题,而源头件在我们手板行业里面,通常把它叫原型件。那这个原型件,以前通常是用CNC机加工来做,但是现在因为3D打印的发展势头特别快,所以复模很多时候直接用3D打印做一个原型件出来,然后处理好完了再解决复模的原型件的问题。
那复模能复哪些材料,请特别留意一下下面这段话,复模可以复的材料是以下几种,类似ABS、类似POM、类似PP、类似PA、类似PMMA和软胶。这几款材料是非常常用的,那为什么我会特别提醒一下大家要听下面这句呢,就是类似两个字,它能复出来的ABS、POM、PP、PA、PMMA都是类似的,它和我们真正用塑胶模具生产出来的材料是有差异的,它只是接近的这几种物性表的材料。当然软胶就不存在着类似的问题了。
东莞长安3d打印手板模型,3D打印在汽车领域的应用实例
研发环节:
集中于试验模型、功能性原型制造
汽车研发环节一般包括五个阶段:方案策划、概念设计、工程设计、样车试验以及投产启动。3D打印技术因其独有的优势,在研发环节的应用较多,在概念设计、工程设计、样车试验以及投产启动均有应用,体现为3D打印试验模型、功能性原型等形式。
2006年,本田集团引入3D打印技术作为试验项目,设计人员开始探索将3D打印技术用于汽车部件和汽车配件的可能性。本田采购了Stratasys公司的ObjetEden5000V型3D打印机,帮助其在各标准车型配置的基础上研发具有地方特色的汽车附件。据悉,每辆车多可以有300个这样的附件,包括车身内外饰件、镜子、车轮、旋钮等。
雾灯装饰成品,在采用3D打印技术之前,汽车企业需使用数控机床来制作配件原型,必须有操作员在机床刀具巨大的噪音下全程进行监管,从而确保生产安全。外包项目经常由于与代工方沟通效率低下,而不断出现延期,导致产品无法如期上市。而3D打印技术的引进使得这些问题得以解决。设计人员可以在设计时实时检查物体的相关形态并迅速做出设计调整,在确保原型产品设计质量的同时,大大缩短了产品设计和原型开发所需的时间,提高研发效率。
3D打印正在重塑汽车行业,现在我们来看看它在汽车修理方面的应用。行业优秀的3d打印汽车服务公司已经在尝试用3D打印标签来修复损坏的保险杠蒙皮,初步试验非常成功。
保险杠是容易损坏的汽车零件之一。精速三维面临的问题是:如果一个保险杠超过百分之一的部分在一次刮伤或碰撞中受损,整个保险杠就得报废;一旦OEM(原始设备制造商)标签被从保险杠上撕下来,保险杠就不能被放回去;而重新安装一个全新的保险杠既费时也耗钱。
由于3D打印的价格大幅下降以及这更容易接触到这种技术,决定3D打印替换保险杠标签。在成功地用3D打印标签修复了几个已经报废的保险杠后,在几个客户的车上进行了尝试,结果大获成功。
有两种3D打印服务方案。第一种针对的是车辆碰撞导致的一些小的保险杠损坏。该公司预先打印好了许多标签,这些标签通常比需要替换的原始标签大,技术人员可根据具体的情况将其切割成所需尺寸。第二种对于某些不太常见的保险杠损坏,也可以进行按需3D打印。
3D打印拥有更快的速度、更低的零部件成本,更高的机密性。而针对生产工具,例如水溶型内芯、碳纤维包裹、注塑成型等3D打印的应用,有助企业实现快速小批量工具定制、降低成本并缩短产品上市时间。
在终使用部件制造中,3D打印技术可让原始设备制造商和零件制造商的部件的生产不出现延迟,并可为汽车制造商定制生产持久耐用的终使用产品。 借助注塑成型和高性能热塑性塑料,3D打印技术能够构建耐用且牢固的汽车零件。汽车制造商能够实现小批量定制部件和生产自动化。
精速大型3D打印机,可以在数小时或数天内制作出概念模型,从而帮助整车厂和零配件厂商优化设计,并加速产品概念验证流程。
多样的材料选择,不同的机械性能以及精准的功能性原型制作,让制造商在前期可以随时修正错误并完善设计,使得错误成本小化。
在工装夹具方面,3D打印技术提供了一种快速准确的方法,大幅降低了工具生产的成本和时间。因而,汽车制造商迅速在产能、效率和质量上都得到了提升。
长安汽车,福特汽车,东风小康汽车等行业领军者正在利用3D打印技术在企业内部自主生产持久耐用的概念模型、功能性原型、生产工具和小批量的终使用部件,从而帮助汽车工程师和设计人员在部件投产前进行全面的设计评估,同时也助力3D打印服务公司大幅降低研发成本并缩短产品上市时间。由于汽车行业的巨大需求,也催生了一大批专业的3D打印服务公司。
东莞长安3d打印手板模型,手板制作加工需要注意以下几点:
(1)汽车模型手板的工艺路线可根据工件的要求分为两个工序。对手板外内壁进行加工,对基准面进行铣削,然后进行180度车削。夹紧,加工外表面和按键屏幕的位置。如果先加工外表面,再加工内壁,则很难定位夹具进行二次加工。
(2)如果汽车模型手板的壁厚仅为1.5mm,则在汽车外表面容易发生变形和破损。如果在加工腔中添加填料以支撑它。这样既可以避免通孔部分,又能填充石膏,否则很难将成品与填料分离。
(3)首先对修整后的表面进行修补,使阿宝表面通孔的位置被掩盖,然后对整个表面进行机加工,再通过挖槽完成通孔加工,避免出现刀轨波动现象。加工到通孔时切削力不均匀。
在我们的行业中,我们可以看到很多手板模型都有燃油喷射的效果,喷射不仅能使产品美观,通常数控加工的手板模型,经过喷油处理后,效果可以与成品进行比较。
在喷油前,需要抛光手板型号。抛光时,应考虑手板的光滑度,清理角度是否到位,粘合痕迹不能清晰地露出。一般来说,着色需要PANTONE编号,通常称为PANTONG编号。这在世界上是普遍存在的,它对颜色有规定。定性标准。通常,如果它是专业的手板模型工厂,则需要这样的"潘通色卡"比较表,以便客户具有相关的燃油喷射需求,并且仅需要相应的泛色号码。
然而,有些材料很难着色,如聚甲醛(俗称赛钢)和聚丙烯材料,是不可能的,染色后不太牢固,一擦就掉了。所以基本上赛冈材料或PP材质的手板都是不着色的,经过数控加工后,只需擦亮原色即可。
单件小批量生产,指生产单件产品基本上是小批量需求的专用产品的生产。由于成批生产的范围很广,通常将它划分成“大批生产”、“中批生产”和“小批生产”三种。单件小批生产是典型的订货型生产(MTO),其特点与单件生产相近,习惯上合称“单件小批生产”。因此,从某种意义上来说,“单件小批生产”的说法比较符合企业的实际情况。
单件小批生产方式与大量大批生产方式都是典型的生产方式。
大量大批生产以其低成本、高效率与高质量取得的优势,使得一般中等批量生产难以与之竞争。
单件小批生产却以其产品的创新性与独特性在市场中牢牢地站稳了脚跟。究其原因主要有三个:
1、大量大批生产中使用的各种机械设备是专用设备,专用设备是以单件小批生产方式制造的。
2、随着技术的飞速进步和竞争的日益加剧,产品生命周期越来越短、大量研制新产品成了企业赢得竞争优势的关键。
新产品即使是要进行大量大批生产,但在研究与试制阶段,其结构、性能、规格还要作各种改进,只能是单件小批生产方式。
3、单件小批生产制造的产品大多为生产资料、如大型船舶、电站锅炉、化工炼油设备、汽车厂的流水线生产设备等,它们是为新的生产活动提供的手段。
东莞长安3d打印手板模型,手板模型制作过程中的10个不要
1。手板模型制作工艺及图纸不得有对错。
2.手板拼接时,注意胶水的数量,或减少,不得有任何裂缝。
三.亚克力手板粘合过程中不得有开裂和气泡。
4、当手板放置在炉内或用风管吹吹时,温度不得过高。
5。聚甲醛、尼龙、铝合金等材料不能粘结。原因是这三种材料的胶水不稳定,无法用数控加工。人工钻孔不能抵消孔位,否则产品报废。
6、组装手板模型时不要粘在错误的地方,不得有错位和间隙
7。如果手板有R角,不要用直角研磨,如果边缘有弧度,研磨时可能需要注意。
8.外观打磨时不要使尺寸变小。
9。注意不要变形和收缩,不要有太多的气泡,如果气泡会增加手工方面的工作量。
10、喷油时不具有色差、油漆爆裂、油漆脱落等现象,调整喷油和喷油时控制粉尘。

Copyright © 2014-2020 精速三维 All Rights Reserved 备案号:粤ICP备18153175号-1