3D打印小批量生产厂家
全国统一服务热线:
400 8258 328
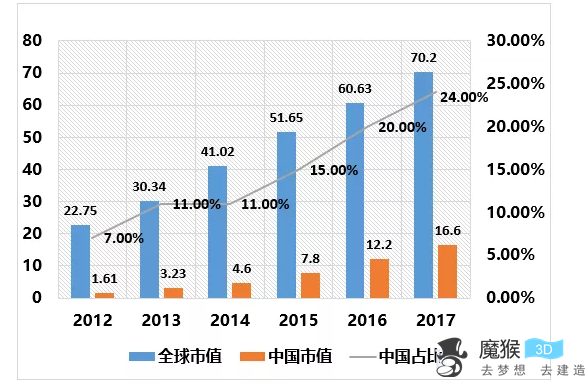
据知名市场研究公司MARKETS ANDMARKETS(M&M)发布的一份调查报告显示,3D打印陶瓷市场的全球规模有望从2016年的2780万美金增长至2021年的1.315亿美金,期间的复合年增长率(CAGR)将高达29.6%。

该报告还显示,截至目前,3D打印陶瓷市场份额最大的地区仍是北美,并有望继续领跑;欧洲其次,而亚太地区则有望后来居上,在未来5年里坐拥全球最高的增长率。主要包含3D打印用陶瓷粉末材料市场、3D打印陶瓷产品市场和相关设备、技术市场等的陶瓷3D打印市场,发展潜力巨大。
陶瓷3D打印技术详解
陶瓷件的3D打印包括配置陶瓷浆料、绘制三维模型并分层、3D打印成型、烧结等流程,其无需原胚和模具,就能直接根据计算机图形数据,通过增加材料的方法生成任何形状的物体,简化产品的制造程序,缩短产生的研制周期,提高效率并降低成本。
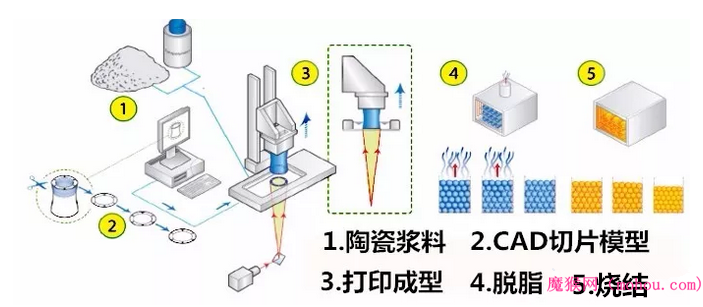
3D打印陶瓷过程
目前陶瓷3D打印成型技术主要可以分为喷墨打印技术(IJP)、熔融沉淀技术(FDM)、分层实体制造技术(LOM)、选择性激光烧结技术(SLS) 和立体光固化技术(SLA)等。 使用这些技术打印得到的陶瓷坯体经过高温脱脂和烧结后便可得到陶瓷部件。根据成型方法和使用原料的不同,每种打印技术都有自己的优缺点,发展程度也有差距。 1熔融沉积造型(FDM) 熔化沉积造型法由美国学者Scott Crump于1988年研制成功,其以热塑性丝状为原料,丝通过可在X-Y方向上移动的液化器熔化后喷头喷出,根据所涉及部件的每一层形状,逐条线、逐个层的堆积出部件。FDM使用的原材料有聚丙烯、丙烯腈-丁二烯铸造蜡质等。
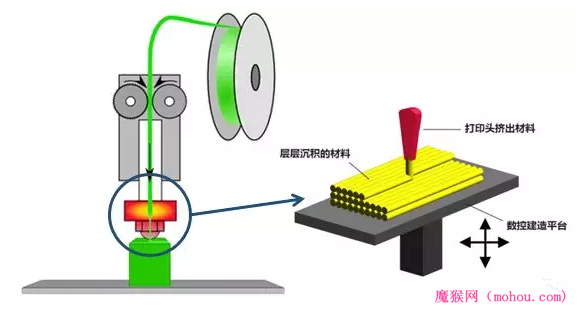
FDM具有成本低、结构简单、原材料的利用效率高且没有毒气或化学物质的污染等优势,但也具有制备出的原型表面有较明显的条纹、与截面垂直的方向强度小、成型速度相对较慢、喷头容易发生堵塞,不便维护的劣势。 2直写自由成型(DIW) 直写自由成型技术,将陶瓷制备成具有固化特性的陶瓷悬浮液,计算机控制的Z方向上的浆料输送装置在X-Y平面内移动,同时从针头挤出陶瓷悬浮液,其在pH值、光照、热辐射等固化因素作用下实现固化,逐层堆积形成陶瓷部件毛坯。
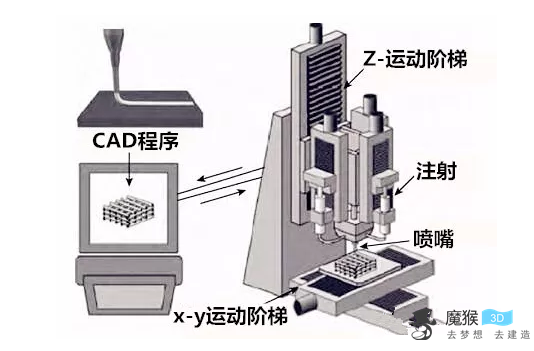
DIW具有无需紫外光和激光的辐射,常温下成型;可制备高致密化的烧结体的优势,但也具有水基陶瓷悬浮液稳定性较差,保存周期短;有机物基陶瓷浆料稳定性高,保存周期长,但需增加低温排胶过程,制造成本高的劣势。 3喷墨打印技术(IJP) 喷墨打印法是由Brunel大学的Evans和Edirisingle研制出来的,它是将含有纳米陶瓷粉的悬浮液直接由喷头喷出以沉积成陶瓷件。目前使用的陶瓷材料有ZrO2、TiO2、Al2O3等。
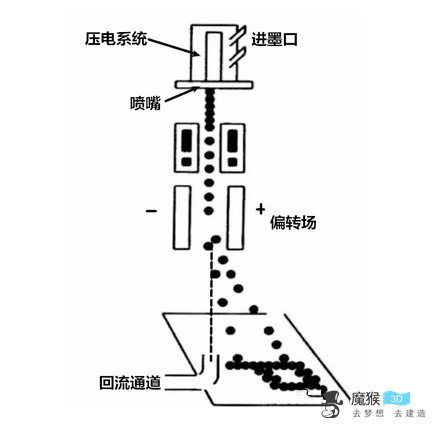
IJP具有成型原理简单,打印头成本低,易产业化等优势;但喷墨打印头堵塞,另外打印高度受限且不能打印内部多孔结构模型,还要求粉末粒径分布均匀,流动性好且高温化学性质稳定。 4三维印刷工艺(3DP) 三维打印是由MIT开发出来的,首先将粉末铺在工作台上,通过喷头把粘结剂喷到选定的区域,将粉末粘结在一起,形成一个层,而后,工作台下降,填粉后重复上述过程直至做出整个部件。目前,以氧化锆、锆英砂、氧化铝、碳化硅和氧化硅等陶瓷粉体为原材料。
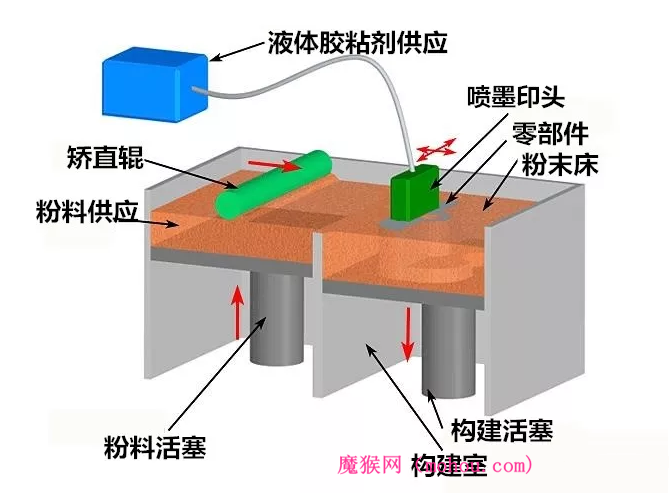
3DP具有能够大规模成型出陶瓷部件,成本较低的优势,但也具有黏结剂黏合强度受限导致部件强度有限,难以得到机械性能优良的陶瓷器件的劣势。 5激光选区烧结/熔融(SLS/SLM) SLM 的思想最初由德国Fraunhofer研究所于1995年提出,SLS和SLM原理与三维印刷技术较类似,将粘接剂换为激光束。在高功率比重激光器激光束开始扫描前,水平铺粉辊先把金属粉末平铺到加工室的基板上,然后激光束将按当前层的轮廓信息选择性地熔化基板上的粉末,加工出当前层的轮廓,然后调入下一图层进行加工,如此层层加工,直到整个部件加工完毕。
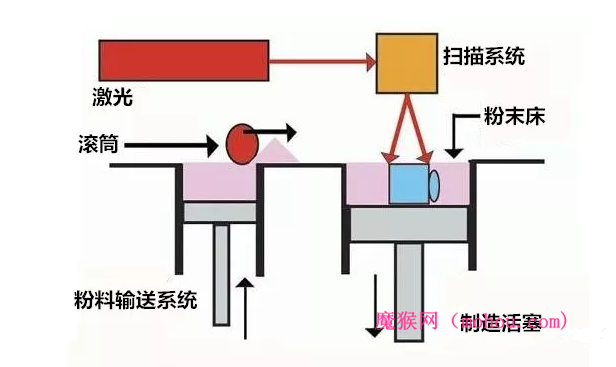
SLS/SLM工艺使用的一般是塑料、蜡、陶瓷、金属或其复合物的粉末,其具有无需支撑即可制备复杂陶瓷部件的优点,但也存在因受到粘接剂铺设比重的限制导致陶瓷制品致比重不高的问题。 6光固化快速成型技术(SLA) SLA技术是通过激光的扫描曝光实现单层的固化。通过紫外激光束,按照设计好的原件层截面,聚焦到工作槽中的陶瓷光敏树脂混合液体,逐点固化,由点及线,由线到面。通过xy方向固化成面后,通过升降台在z轴方向的移动,层层叠加完成三维打印陶瓷部件。
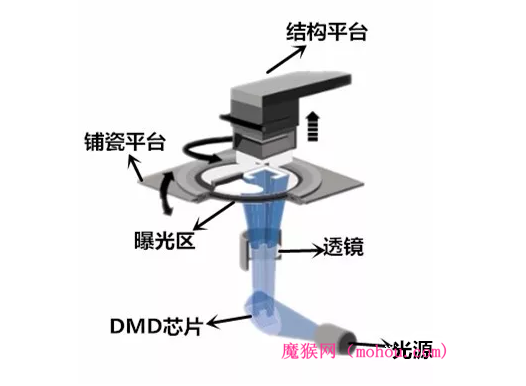
SLA具有成型精度极高陶瓷件烧结后致比重高的优势;但存在后续工艺麻烦,以及二次固化问题,另外,SLA难以加工折射率较高的陶瓷材料。 7叠层实体制造(LOM) 在层片叠加制造工艺中,将单面涂有热溶胶的箔材通过热辊加热,由纸、陶瓷箔、金属箔等构成的材料就会粘接在一起。然后上方的激光器按照CAD模型分层数据,用激光束将箔材切割成所制部件的内外轮廓,再铺上新的一层箔材,重复上述过程,直至整个零部件打印完成。

LOM具有成形速度快,适合用于制造层状复杂结构部件,后期处理过程比较简单的优势,但也存在不可避免的产生大量材料浪费的现象,利用率有待提高,同时打印过程采用的激光切割增加了打印成本。 综述与展望 陶瓷3D打印技术的出现颠覆了传统的制造模式,在复杂结构、一体化制造、降低成本和缩短研制周期等方面极具潜力,打破了陶瓷传统加工工艺的限制,受到了众多学者和企业家的关注。 目前国外陶瓷基3D打印材料制造商主要包括美国的3DSystems、Tethon 3D和Viridis3D以及澳大利亚Lithioz公司。国内知名企业有北京太尔时代、湖南华曙高科、武汉三维、北京十维、浙江迅实、深圳长朗、中航迈特等。
相关数据显示,国内从事3D打印的企业接近200家,70%集中在桌面打印领域,而从事工业打印机生产和研发的企业有四五十家,从事金属打印的企业有三十家,从事生物打印的企业大概接近十家,从事材料打印的企业大概有二三十家。虽然在企业数量上,我国已经可以媲美国外企业,但是在综合实力方面,仍有很大的差距。 目前,国内外3D打印发展的差距: 1)产业化进程缓慢,市场需求不足; 2)美国3D打印产品的快速制造水平比国内高; 3)烧结的材料尤其是金属材料,质量和性能比我们好; 4)激光烧结陶瓷粉末、金属粉末的工艺方面还有一定差距; 5)国内企业的收入结构单一,主要靠卖3D打印设备,而美国的公司是多元经营,设备、服务和材料基本各占销售收入的1/3。 展望未来,3D打印是以数字化、网络化为基础,以个性化、短流程为特征,实现直接制造、桌边制造和批量订制的新的制造方式,相信在不久的将来,3D打印技术一定会在陶瓷领域大有作为。

Copyright © 2014-2020 精速三维 All Rights Reserved 备案号:粤ICP备18153175号-1