3D打印小批量生产厂家
全国统一服务热线:
400 8258 328
对于结构工程师来说,金属打印方便快捷,能够快速的打印出产品原型,但同时也要注意一些问题,下面金属3d打印厂家精速三维来给大家讲解下,金属3d打印注意事项:
1.表面光洁度
在金属3D打印件放置陈列室或用于发动机燃烧室前,它已经经历了大量类似CNC加工、喷丸或喷砂后处理工艺,因为3D打印出来的金属件表面是凹凸不平的。

EBM工艺3D打印Ti-6Al-4V钛合金支架机加工前后
受工艺本性的影响,直接能量沉积法生产的是接近最终形状的零件,它必须进行CNC处理以满足相应规格要求。粉末床熔融方式生产的零件更接近其最终形状,但是其表面依然粗糙。为提高表面光洁度,可采用更细的粉末、更小的层厚。但这种方式会提高材料成本,故需要在表面光洁度和成本间取平衡。由于所有的粉末床熔融工艺生产的零件都需要进行后处理以达到相应规格,有时采用粒径较粗的粉末可以降低成本。由于不管零件表面如何粗糙,零件都可以采用不同等级的后处理操作。这也意味着相对于金属3D打印可能出现的其他问题,表面光洁度没那么重要。
2.孔隙
零件3D打印过程中,内部非常小的孔穴会形成孔隙,这可由3D打印工艺本身或者粉末引起。这些微孔会降低零件的整体密度,导致裂纹和疲劳问题的出现。
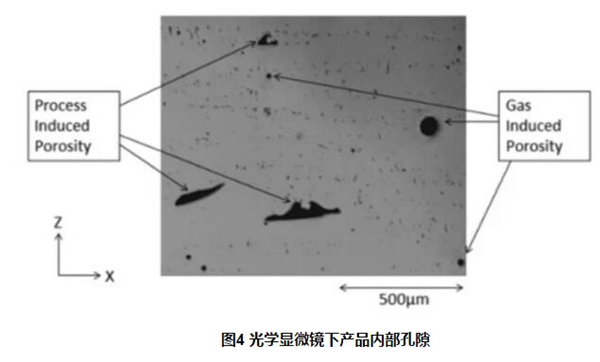
光学显微镜结果比较了工艺引起的熔融不完全孔隙和粉末原料带来的孔隙,该结果来自一项名为“The Metallurgy and Processing Science of Metal Additive Manufacturing”的研究。在雾化制粉过程中,气泡可能在粉末的内部形成,它将转移到最终的零件中。由于这个原因,有必要从优秀供应商手中采购材料。
3.密度
零件的致密度与孔隙量成反比。零件气孔越多,密度越低,在受力环境下越容易出现疲劳或者裂纹。对于关键性应用,零件的致密度需要达到99%以上。良好的粉末流动性对于确保铺粉的平整度、密度非常必要。正与你所想的那样,它会影响到产品的孔隙量和致密度。粉末堆积密度越大,零件孔隙量越低,致密度越高。在金属3D打印中,残余应力由冷热变化、膨胀收缩过程引起。当残余应力超过材料或者基板的拉伸强度,将有缺陷产生,如零件有裂纹或者基板翘曲。
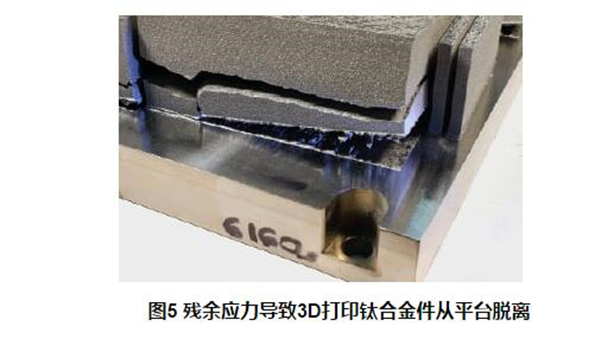
残余应力在零件和基板的连接处最为集中,零件中心位置有较大压应力,边缘处有较大拉应力。可以通过添加支撑结构来降低残余应力,因为它们比单独的基板温度更高。一旦零件从基板上取下来,残余应力会被释放,但这个过程中零件可能会变形。
4.裂纹
除了零件内部孔隙会产生裂纹外,熔融金属凝固或某片区域进一步加热也会出现裂纹。如果热源功率太大,冷却过程中可能会产生应力。
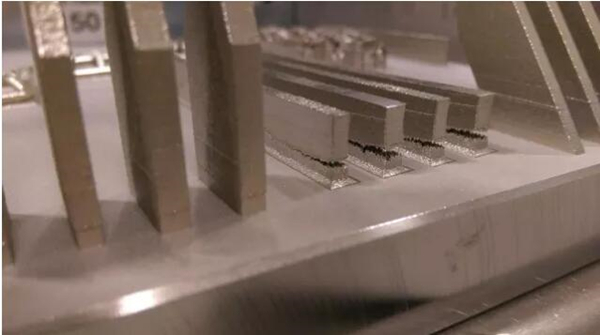
粉末床熔融工艺中应力导致断裂
分层现象有可能会出现,导致层间发生断裂。这可能是粉末熔化不充分或熔池下面若干层重熔引起的。有些裂纹可以通过后期处理来修复,但分层无法通过后处理解决。相应地,可采取加热基板的方式来减少这个问题的出现。由于裂纹在零部件使用过程中出现,比如在疲劳载荷下。调整3D打印工艺参数可以很大程度上控制这些缺陷。需要注意的一点是,在制造零件过程中你没必要消除所有孔隙或者缺陷。重要的是你知道什么孔隙或者缺陷可能会存在。如果你能很预判这些,工程师在设计时可以把这些因素考虑进去,仍然能制造出可靠、安全的零件。”
5.翘曲
为了确保打印任务能顺利开始,打印的第一层熔融在基板上。当打印完成后,通过CNC加工使零件从基板上分离。然而,如果基板热应力超过了其强度,基板会发生翘曲,最终会导致零件发生翘曲,会有致使刮刀撞到零件的风险。

在打印过程中你需要面对多个热因素,即使你的产品非常厚,也会因此产生附加应力”。打印过程有多个快速变化状态。有些时候会导致零件从支撑脱离。也有可能支撑足够多,会对平台产生拉力。它可能导致平台变形,它不是在你打印时发生,但是会发生在从机器取出平台或进行后续加工阶段。因此,为了防止翘曲,需要在合适位置添加适量的支撑。如果不对每个要打印的零件进行反复尝试,这些设置非常难以确定。现在也有些正在开发的软件解决方案,比如3DSIM公司的打印预测软件。
当对一个设备的工艺有足够了解后,也可以用Materialise公司的Inspector软件进行金属3D打印质量控制。正如Inspector产品经理Vincent Wanhu Yang所说:“在Materialise公司,我们注意到需要更精细的质量控制,我们的Inspector软件可以处理加工过程照片来提高使用者对工艺的认知,从而判断出哪些区域可能受翘曲影响。通过分析根本原因和检测矢量,用户可以判断支撑是否缺乏,是什么导致变形。理解加工过程对下一次金属3D打印的顺利进行非常必要。”
6.其他问题
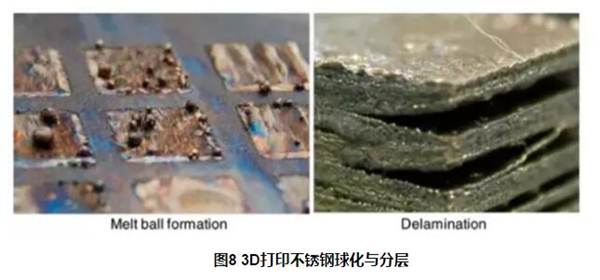
其他变形,比如膨胀或者球化,也可能出现在金属3D打印过程中。膨胀发生于熔化的金属超出了粉末的高度。类似地,球化为金属凝固成球形而不是平层。这和熔池的表面张力有关,它可以通过控制熔池的长度-直径比小于1-2来减弱。
暴露在氧气或者潮湿环境中可能会导致合金的成分发生变化。比如,随着Ti-6Al-4V钛合金中氧元素增加,铝元素含量可能会降低。在粉末重复使用时,这一现象尤为常见。重复使用会导致粉末球形度降低,流动性降低。打印过程也可能导致合金的成分发生变化。合金是由多种金属元素组成,打印时低熔点元素可能会蒸发。对Ti-6Al-4V这种常用航空钛合金,Ti比Al元素有更高的熔点,在打印过程中这种材料的成分可能会改变。
目前,金属3打印王国的边界仍有待开拓,未来五年将会发生重大变化。下一代制造中心的一项预测是,在五年内行业将普遍具有有效消除产品孔隙的能力。到那个时候,不仅企业自身能利用获得的金属3D打印知识,整个行业也会向前发展。

Copyright © 2014-2020 精速三维 All Rights Reserved 备案号:粤ICP备18153175号-1